Industry 4.0 has been a game-changer for manufacturing businesses looking to offer better services to their customers. They have adopted several path-breaking technologies like computer vision, artificial intelligence (AI), machine learning (ML), and the Internet of Things (IoT). Computer Vision plays a crucial role in the manufacturing and production industry.
As a technology, computer vision holds a lot of importance. The intelligent automation solutions offered by computer vision can lead to a complete revamp of manufacturing processes. But what exactly has changed with computer vision in manufacturing? This article talks about various computer vision examples, use cases, and their applications.
Table of Contents
Computer vision is an extension of Artificial Intelligence (AI) that enables related systems to extract insights from inputs like images and videos. Computer vision improves conventional artificial intelligence applications as it helps systems understand the inputs better. The system makes suitable recommendations based on this available information.
Computer vision trains systems to analyze images and videos and understand the objects, their position, movements, and anomalies. Machines perform these activities swiftly with the help of data and algorithms. Businesses can thus get millions of images and videos analyzed quickly compared to manual work that takes weeks and months.
The growth of computer vision has been rapid in other fields as well. Besides manufacturing, it is also widely used in industries like automotive, utilities, energy, and much more. The computer vision market is likely to reach $41.11 billion by 2030. It will be at a CAGR of 16.0% from 2020 when the market size was $9.45 billion.
Here are three main benefits of computer vision in manufacturing:
Computer vision in manufacturing delivers algorithms that you can pre-configure to detect and identify objects. It helps improve the safety of workers and their productivity. Businesses can check whether equipment on the floor was serviced for optimal service and eliminate safety hazards.
Computer vision helps businesses augment their floor monitoring capabilities without any human intervention. Furthermore, computer vision in manufacturing can also monitor if all the workers follow safety norms like wearing helmets, safety glasses, and masks (due to Covid-19 compulsions). The system will automatically flag concerns so that managers can take necessary actions.
Manufacturing processes can have several minute problems that a laborer can easily overlook. Controlling them is critical as it can lead to quality issues with the output. When the issue becomes too big, it can also result in fines and loss of reputation.
Computer vision in manufacturing helps overcome this problem by identifying production issues and segregating faulty products. It improves process efficiency by eliminating errors and adds to the quality of products.
Businesses can use computer vision to enable safe operations. The various possible measures include adding facial recognition systems and contactless access controls. People with valid authorization can only access sensitive areas. Furthermore, computer vision can also identify if emergency exits always remain free of clutter.
A set of automated algorithms helps promote quality control and safety measures. Computer vision in manufacturing also leads to the digitization of the complete setup of the manufacturing environment.
As these two are similar terms, it is common to get confused. However, there are several differences.
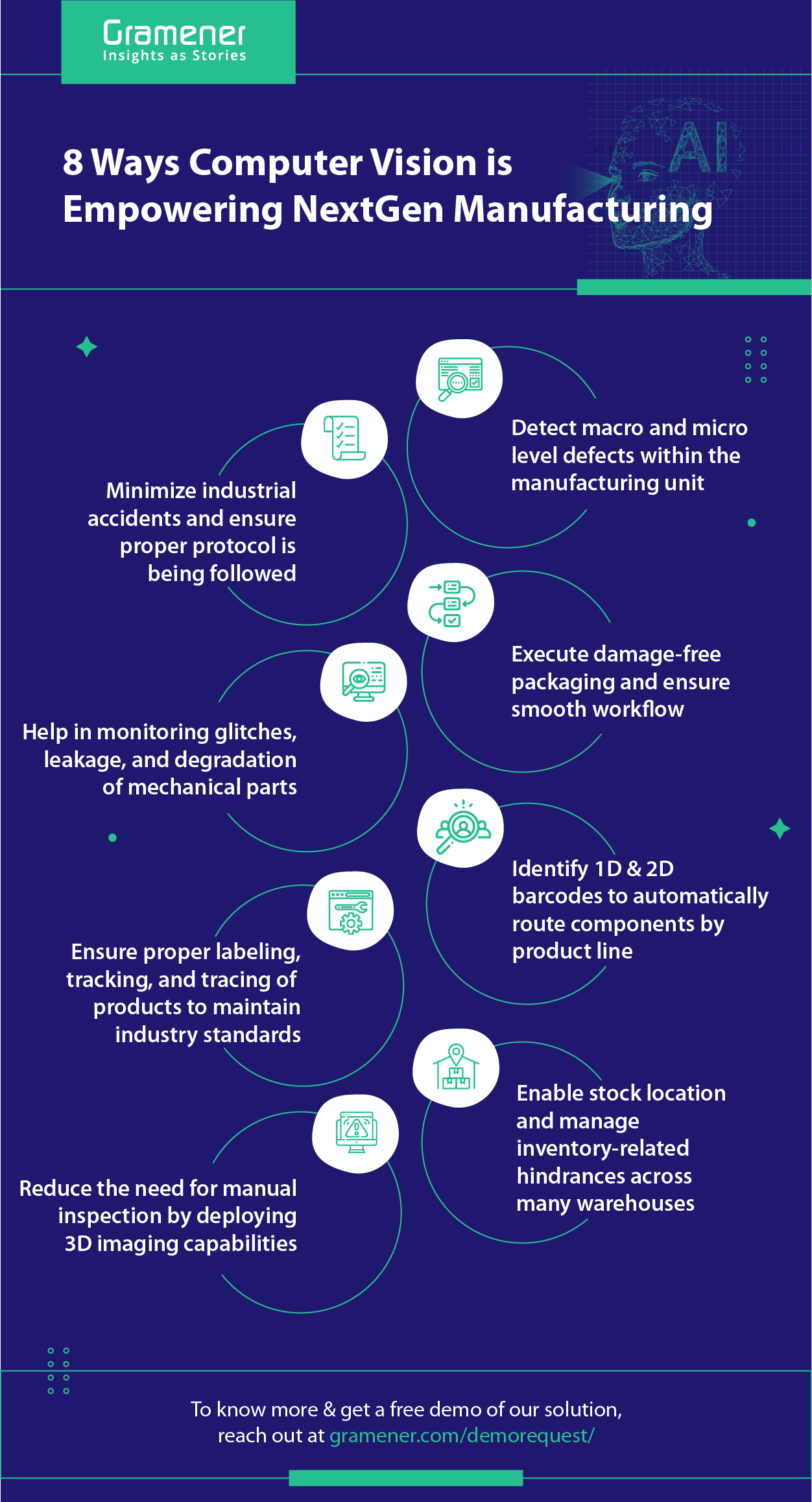
Here are the various use cases of computer vision in the manufacturing process.
Imagine a pair of trained, experienced, and specialized eyes following each step of the manufacturing process, minus the element of “human error.” Following SOPs acts as an enabler to increasing productivity, cost savings, and efficiency.
At Gramener, we have developed one such application that ensures adherence to standard operating procedures (SOPs).
An audit approach to logistics and supply chain activities helps to introduce future production performance improvements in addition to real-time optimization. It also promotes visibility and transparency across the supply chain.
Repetitive logistics tasks include material handling, which, if not done with the utmost care, can lead to damage and high costs. Computer vision solutions have been developed to pick, sort, depalletize, load and unload, and place material with expert handling. CV helps automated material handling in e-commerce, supply chain operations, and warehouses with specific algorithms for:
Using computer vision for material handling helps to cut costs, increase speed, and maintain robustness while keeping the supply chain shipshape. This aids in production performance improvement as it brings agility to locating and moving stocks, fulfilling orders, and shipping to customers.
Covid-19 norms necessitated social distancing and always wearing masks for safe manufacturing operations. Computer vision in manufacturing helps monitor the production areas to identify violations. Moreover, these measures can also enable a safe working environment after the pandemic.
The chances of errors remain high when the quality check process is manual. It is thus critical to automate the process and limit possible issues. Computer vision in manufacturing helps automate the quality check process for improved production standards. When combined with deep learning models, computer vision eliminates the need for any human intervention.
This technology can also speed up the inspection process and monitor each product instead of a few. It also adds to the consistency of the result by eliminating variations that can be common across products. The output will be much better and of higher quality with overall manufacturing efficiencies.
Inventory management with computer vision is much more than stock keeping. It helps to track the flow of raw materials through the supply chain to the manufacturing plant, the finished goods to the warehouse, and further up to the point of sale. CV not only monitors but also supports speedy and error-free inventory management with data analytics-aided insights that outdo manual checking methods. CV can strengthen the supply chain and intensify production performance improvement efforts in the following manner:
Lean manufacturing helps businesses reduce wastage and enhance their productivity. Industry 4.0 helps as it aids data-driven methodologies to improve the decision-making process. Lean manufacturing measures promote equipment efficiencies and reduce operational costs.
Computer vision in manufacturing monitors production events across the floor. It enables better operational efficiencies and analytics generation that aids the decision-making process. Computer vision thus brings benefits for manufacturing businesses.
The Optical Character Recognition (OCR) technique helps quick and seamless scanning of barcodes. It enables real-time viewing and analysis of data for further action. Intelligent Character Recognition (ICR), Optical Mark Recognition (OMR), and Barcode Recognition (OBR) are a few text recognition technologies.
Businesses can leverage these technologies to route components in production lines, read handwritten text, identify text from scanned images and documents, and detect checkboxes.
Injuries in the production environment can be expected if safety standards are inadequate. However, businesses cannot afford a casual approach. Monitoring safety measures manually is ineffective as the human eye might miss minor defects that can pose a danger later.
Computer vision technology scans equipment and the entire environment to detect problem areas. The system then creates reports and alerts operators for the necessary action. In case of accidents, the system will issue alerts for corrective steps.
Businesses are increasingly using computer vision to carry out surveillance of their properties. This includes manufacturing plants, warehouses, and in the case of the food processing industry, farms. Wherever feasible, drones with CV inspection systems fly over large areas to detect rodents and insects and can even predict infestations.
Computer vision algorithms have been most effective in defect detection and predictive maintenance. Inferior quality products are a bane to any organization as they invite legal wrangles, customer dissatisfaction, and brand erosion.
Gramener offers a computer vision solution aimed at production performance improvement in the manufacturing phase and has already deployed it in the pharmaceutical industry. For the solution to work:
Read more: Computer Vision AI is Unbeatable for Defect Detection in Manufacturing
Keeping a closed eye on production processes and materials helps maintain quality. Computer vision solutions have proved to be very effective in inspecting and classifying items with subtle differences, cosmetic variations, and functional problems. CV helps to boost production performance improvement with inspections that prompt “vision-aided decision making” on the shop floor by:
Computer vision captures many images from different angles, creates a 3D model of components, and feeds it with AI algorithms that pinpoint even minor deviations from design, be it in electronic circuits, automotive, oil and gas, or energy. This precision is employed even for computer vision-aided rotary and laser die-cutting.
Defect detection in packaging needs comprehensive automated monitoring and a correctional approach. Gramener has succeeded in providing an “always-on” solution to the pharmaceutical sector, which is plagued by packaging problems such as:
Depending on the specific defect detected in the packaging, our solution gauges the severity of the problem and makes recommendations. We have been able to ensure quality control in a lean manufacturing environment. In addition to saving costs and time, we helped to increase dealer, distributor, and consumer loyalty.
Checking for defects as products roll off the assembly line is tedious, time-consuming, and error-prone when done manually. The use of CV has enhanced production performance improvement at this critical juncture of the supply chain. The structural complexities and sheer quantities of parts that are produced demand strict assessment criteria. Gramener has developed an AI algorithm that can ensure quality even as an item moves along the production line. It has proved to:
The deep learning model used by our computer vision application constantly learns and turns “smarter” as it leverages more relevant data. Thus, becoming indispensable for workers assisting them in the process and quality control with predictive data analytics.
Equipment in a manufacturing plant undergoes rigorous working schedules. It leads to wear and tear with prolonged use. There can also be malfunctions that affect the production speed and quality. Manual observation of equipment is inadequate as it cannot detect changes with accuracy. Predictive maintenance aids in the early diagnosis of problems and ensures smooth workflow.
Computer vision can monitor and flag deviations in real-time. It helps operators take corrective measures even before the issue snowballs into problems. Businesses can also maintain operational continuity and prevent losses.
Read our latest article: Computer Vision in Healthcare to know the problems and use cases, which AI can solve.
Computer vision has a range of applications in the manufacturing industry and retail businesses. The future of work is a technology and leveraging it to the fullest has become more critical than ever. Manufacturing businesses that make the best use of technologies like computer vision are reaping the numerous benefits that come along.
Besides improving production speeds and reducing operational costs, they can offer quality output. It directly leads to an increase in customer satisfaction levels. Satisfying the customers also improves sales and impacts the bottom line positively. Check out our predictive analytics in manufacturing solution as well, which aids businesses in anticipating their cost-control requirements in the future.
Gramener offers leading computer vision solutions to manufacturing firms that help them revamp their supply chain for improved business efficiencies. We can help you leverage the potential of computer vision and achieve the desired results. Contact us to know more about our offerings for the manufacturing sector.
Contact us for custom built low code computer vision solutions for your business challenges and check out supply chain AI solutions built for our clients, including Fortune 500 companies. Book a free demo right now.
NJBIZ has recognized Naveen Gattu, Founder and Chief Operating Officer of Gramener—A Straive Company, as… Read More
Computer vision (CV) has become an essential platform in the rapidly changing technology. It is… Read More
Are you struggling with lengthy and labour-intensive processes of manual inspection at your manufacturing? You… Read More
Managing smarter inventory is always challenging: too much stock consumes money, while too little results… Read More
The global food industry faces significant losses daily due to the spoilage of perishable goods.… Read More
In today’s fast-paced world of e-commerce and supply chain logistics, warehouses are more than just… Read More
This website uses cookies.
{kind=link}
Leave a Comment