High costs in manufacturing operations are one of the biggest challenges facing supply chain businesses & leaders today.
A 2020 global Gartner, Inc. survey of more than 1,300 supply chain professionals found that 56% of the participants believed that automation would help make onshore manufacturing economically viable.
45% of the respondents believe that their customers favor low pricing, especially in industries like retail & fashion. As a result, when making any changes to their operational networks, cost-efficiency & cost differentials will be top priorities for supply chain leaders.
A June 2021 blog published on the official website of The White House noted that, when the pandemic began, there was an explosion in demand for toilet paper in the US, resulting in an acute shortage in supply.
Unfortunately, US toilet paper manufacturers could not expand capacity by building new plants or adding production lines. This is because the manufacturing process of toilet paper is capital intensive & highly mechanized, taking months to assemble & costing billions of dollars before production can begin.
Table of Contents
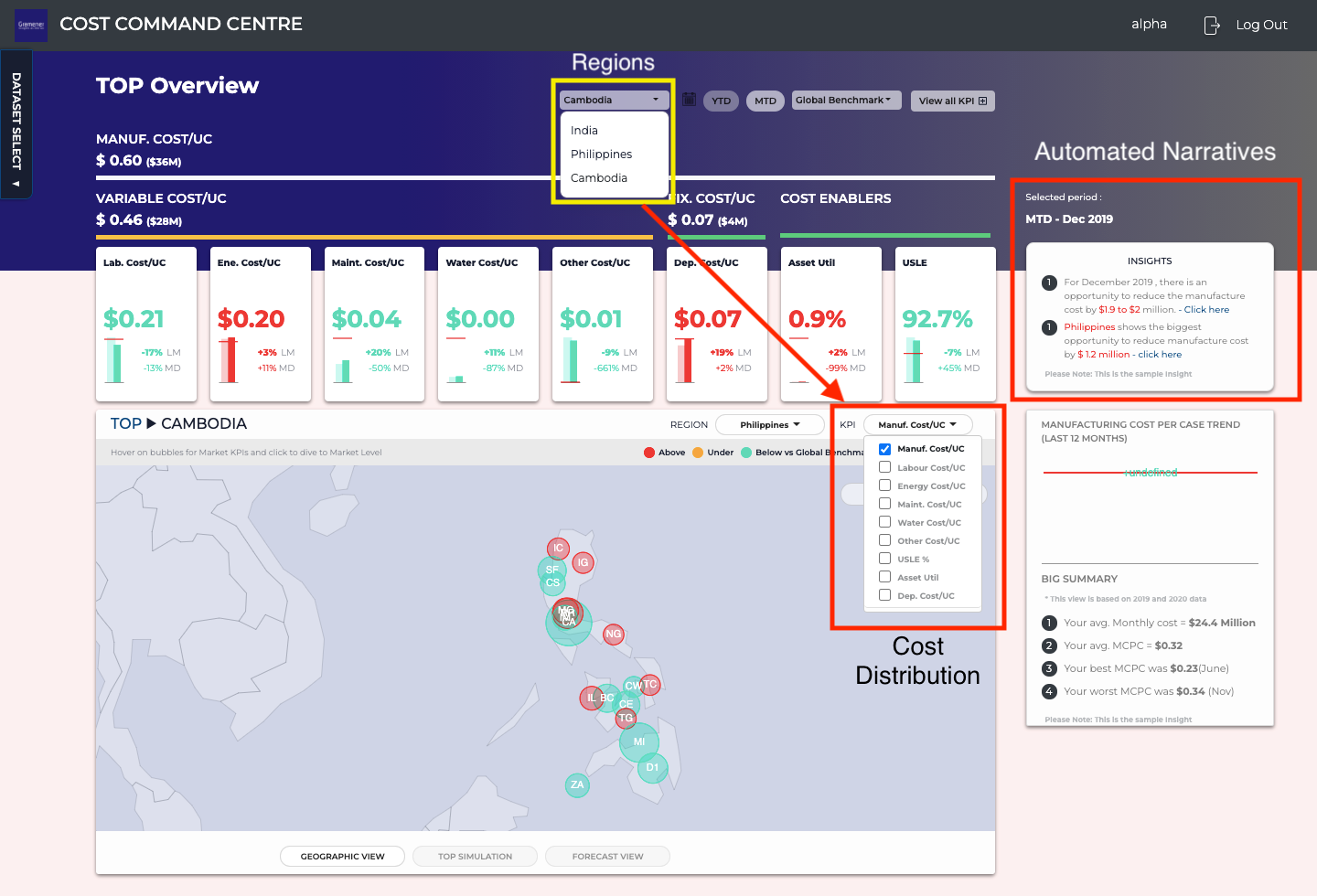
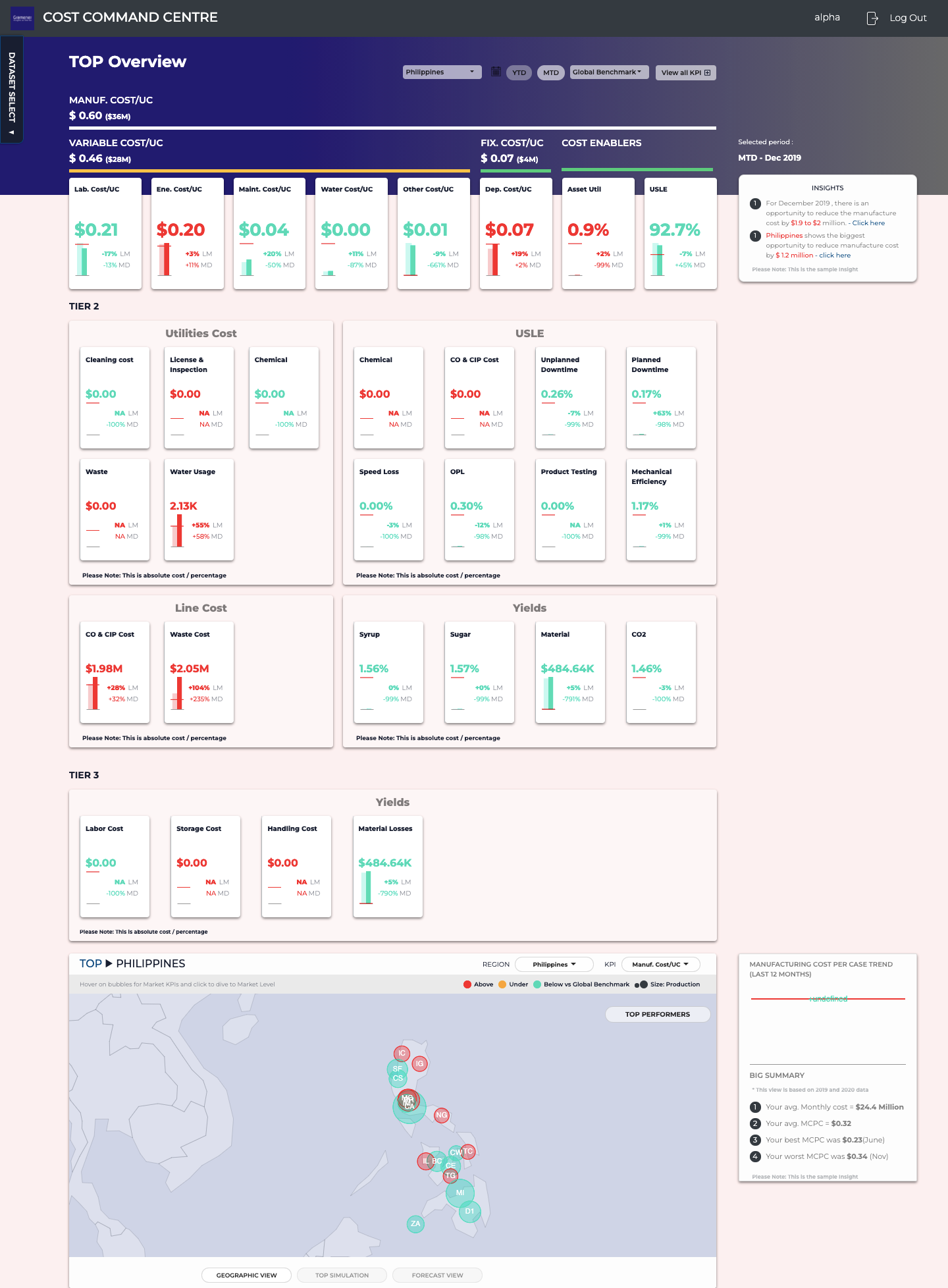
A global beverage brand incurred the following costs in manufacturing its product – labor, energy, machine maintenance, water, etc. It wanted a quick, accurate & consolidated view of its overall costs without having to depend on tedious & error-prone excel sheets that often took days to compile.
Discover how Gramener is revolutionizing industries with cutting-edge Industry 4.0 technologies in our latest video!
Gramener developed its application to be deployed in three countries – Cambodia, India, and Philippines. The client could filter the interface country-wise to view its plants in the region.
Furthermore, the plants were color-coded so that the ones efficiently managing their manufacturing costs were green while the others were red.
The solution allows the client to view the breakup of its manufacturing costs component-wise. For example, users can view region-wise what share of the overall costs are labor costs. They can also drill down to a plant-wise breakup within a region.
Business managers can simulate the impact of their optimization decisions by manipulating the costs of each plant, region, or cost vertical within the application, helping them to frame their strategies.
Additionally, the solution provides automated insights to manufacturing managers, recommending units ideally suited for optimization.
The application also offers a forecasted view, anticipating costs in the coming months.
Using the Cost Command Center solution, clients can lower their annual manufacturing costs by up to 4%.
There are many examples of predictive analytics in manufacturing. From supply chain management to quality assurance, there are many manufacturing analytics use cases that can be implemented to solve a host of problems.
Sometimes, computers are better at managing people than people. An AI application or a well-trained model can reduce delays in delivery or processing & optimize worker performance by gleaning vast troves of data.
Some models can improve overall efficiency by correlating seemingly unrelated factors like duty rostering, staff placement & factory temperature. This can eliminate redundant workers & reduce the need for extra staff during rush hour.
AI can also help automate repetitive or dangerous parts of the manufacturing process, such as handling hazardous chemicals or lifting heavy materials. This reduces errors in the manufacturing process & workplace accidents.
Businesses that automate whole or part of their manufacturing process experience an invaluable data-driven perspective. They can also optimize output, quality & efficiency.
Mass production of goods is an expensive proposition. Manufacturers who can gauge future demand accurately can manage their costs efficiently, especially in the case of seasonal demand for consumer goods, such as warm clothes during winter or ice cream during summer.
Companies can plan temporary shutdowns or large capital expenditures by combining demand history with a handful of high-impact indicators.
Predictive analytics is the latest in a long line of forecasting methods adopted by businesses in manufacturing. It uses advanced statistical algorithms to account for factors like supplier issues, weather-related shipping challenges, trade-war impacts, raw material availability, consumer buying habits & unseen disruptions.
Manufacturing machinery is subjected to extreme conditions like high pressures, vivid motions & high temperatures daily. This can lead to a lot of wear & tear. It can also result in the breakdown of components, quality issues, lost production, workforce efficiency issues & business expenditure.
Predictive analytics in manufacturing help aggregate data from sensors to monitor & track equipment, their components & other parameters in real-time. This helps to forecast potential future breakdowns accurately.
It can also
Unable to monitor the factors that negatively impact overall OEE, many factories face difficulty improving their OEE score. For example, something as routine as shift change could lead to a loss in production.
It is not easy to identify these factors without tools like predictive intelligence. Manufacturing optimization solutions & predictive analytics can help flag these productivity issues in real-time, enhancing productivity & shortening response time.
Manufacturing software solutions can send alerts if productivity slides during shifts. It can also make recommendations to compensate for the loss in productivity.
Predictive manufacturing analytics can help improve plant operations, including quality control, logistics & staffing.
Supply costs of raw materials are subject to fluctuations in supply & demand & seasonality. Increasing materials costs are a significant challenge to manufacturers, forcing their hands to change their pricing structure & reducing margins.
Predictive analytics in manufacturing can prevent supply chain leaders from ordering too many perishable goods, reducing waste. It can also alert you to procurement strategy changes.
Product development is a costly process in manufacturing. Companies must invest in R&D to develop new value-added services, improve existing models, & create new product lines.
Earlier, businesses created products through excessive iterative modeling. Today, much of this process can be simulated, thanks to advanced manufacturing analytics & data science.
Manufacturing modeling methods such as digital twin solutions can help reduce R&D costs & predict performance by simulating real-world conditions in virtual space.
Manufacturers can use analytics to manage risks in a data-driven manner in the following ways –
Gramener’s data analytics has helped businesses boost their operational excellence & build a resilient supply chain, using AI & ML to improve efficiency by up to 30%. Manufacturing companies that leverage data analytics & embrace digitalization perform better than their peers.
At Gramener, we help our clients transform their businesses by mining invaluable insights from a wealth of data. Our proposition includes
Define a Supply Chain Transformation Strategy & Roadmap Using our Personalized Data Advisory & Consulting Services.
We have helped our supply chain clients establish analytics Centers of Excellence (CoE) to generate high-impact use cases & help transform the company into a data-driven organization. Using our data roadmap, a German manufacturing company was able to save $30 Mn.
Find out what is supply chain data strategy and how it helps businesses build a roadmap to get maximum ROI of their analytics and AI efforts.
If it’s still early for you to decide to go data-driven and you need to explore its potential, find out why you need a supply chain data strategy.
Use Automated Predictive Analytics to Reduce Machine Setup & Downtime & Improve Manufacturing Yield.
Our digital twin solution allows you to replicate the production process digitally & see the impact of your decisions in real-time without real-world consequences. It helped a drug manufacturing company save $6 Mn.
Automated Barcode Analysis & Locating Defects Using Applied Computer Vision Technology.
Our defect detection solution can help flag anomalies or discrepancies in near real-time. It can also send advanced alerts to the floor managers. Using our computer vision solution, a north American car manufacturer saved $2.3 Mn.
Leverage Automated Truck Scheduling, Layouts, Optimized Demand & Capacity Planning to Build Next Gen Warehouses.
Our smart warehouse solution can be customized to suit your unique business needs. Using our solution, United States Cold Storage, a North American Cold Chain company, saved $12 Mn in operational costs.
Use Demand Forecasting Solutions to Optimize Overhead Costs & Labor Spending & Track your Supply Chain Using Data.
Gramener’s supply chain Command Center (discussed in detail above) comprises a set of solutions to optimize inventory, identify supply chain bottlenecks, control costs & plan better. It helped a global beverage industry’s household name save up to 2.5% on manufacturing costs.
In the 2022 PwC Digital Trends in Supply Chain Survey, participants mentioned managing costs as their number one priority, nine times more than automation & manufacturing digitization, seven times more than corporate social responsibility & increasing sustainability & five times more than digital upskilling.
Only 25% of the 2022 APQC Supply Chain Challenges & Priorities Survey Report participants had achieved their 2021 cost savings goals, even though organizations were more successful in realizing sales goals. Costs went up along with revenue, offsetting an improvement in margins.
RoI remained one of the most challenging objectives to achieve in 2021. 30% of the respondents want to decrease their costs in 2022. 36% want to implement methods to reduce supplier costs & 42% want to reduce transportation costs.
Fortunately, organizations like Gramener offer a host of Predictive analytics in manufacturing solutions that can help supply chain leaders hedge against rising manufacturing costs and realize a host of other benefits of data analytics in manufacturing.
Contact us for custom built low code data and AI solutions for your business challenges and check out supply chain AI solutions built for our clients, including Fortune 500 companies. Book a free demo right now.
NJBIZ has recognized Naveen Gattu, Founder and Chief Operating Officer of Gramener—A Straive Company, as… Read More
Computer vision (CV) has become an essential platform in the rapidly changing technology. It is… Read More
Are you struggling with lengthy and labour-intensive processes of manual inspection at your manufacturing? You… Read More
Managing smarter inventory is always challenging: too much stock consumes money, while too little results… Read More
The global food industry faces significant losses daily due to the spoilage of perishable goods.… Read More
In today’s fast-paced world of e-commerce and supply chain logistics, warehouses are more than just… Read More
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
View Comments
Great job on this informative article about predictive analytics in manufacturing! Your thorough exploration of how predictive analytics is revolutionizing the manufacturing industry is truly enlightening. The real-world examples and insights shared here offer valuable perspectives for manufacturers looking to optimize operations and stay competitive in today's market.